结合专有技术,成功实现超精细加工的批量生产
概述 什么是飞秒激光?
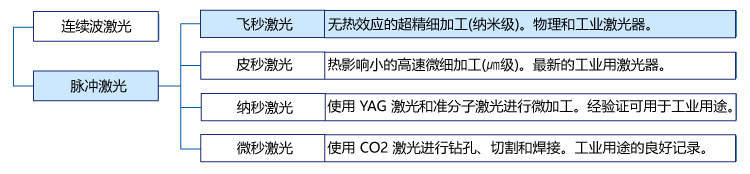
激光器 大致分为连续振荡激光器和脉冲振荡激光器,前者连续发射激光束,后者则以脉冲形式发射激光束,而非连续发射。 飞秒激光器属于脉冲振荡激光器, 被定位为脉冲宽度约为 100 fs(飞秒)的激光器。 由于脉冲宽度极短,它们也被称为超短脉冲激光器或超短脉冲激光器。应用于材料加工时,可实现纳米级的超精细加工,而不会产生热效应。
飞秒激光的定位
飞秒激光加工的特点
与其他激光加工相比,飞秒激光微加工有两个特点。
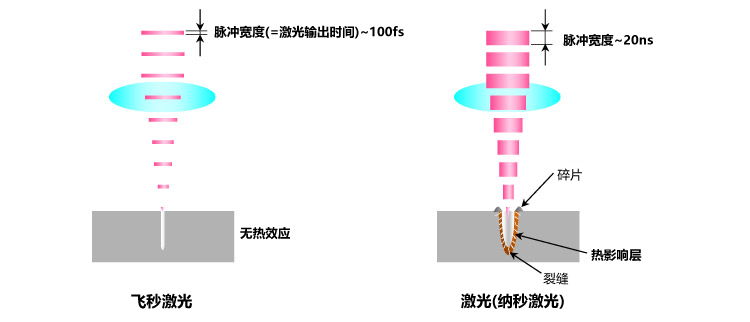
(1) 能量传输时间极短,加工过程中不会产生热效应
飞秒激光器的脉冲宽度约为 100 fs(1fs=10-15s)、
这意味着激光辐照结束的速度快于热量传递到材料的速度,从而使加工过程不会因热效应而产生裂缝或碎屑(因激光而熔化或蒸发并重新附着在表面上的材料)。
另一方面,YAG 激光器的脉冲宽度较长,约为 20 ns(1ns=10-9s)、这会导致加工区域周围出现热影响层和裂缝。
顺便提一下,激光在 100 fs 期间的移动距离仅为 30 µm,20 ns 时为 6 m,由此可见飞秒激光脉冲宽度有多短。
(2) 通过透镜聚焦激光可获得高激光强度,因此只能在焦点附近形成微结构
飞秒激光的波长为 800 nm,蓝宝石和石英玻璃等透明材料不会吸收激光,但由于焦点附近可获得大于 10 TW/cm2的高激光强度, 因此只有焦点附近才会吸收激光,从而形成微结构。 这一特性可用于在玻璃内部形成光波导和微流体设备。 它可以加工所有材料(金属、半导体、玻璃和陶瓷),包括透明材料,因此也可用于钻孔、开槽和切割。 一般来说,激光只能缩小到激光的波长,即使用透镜缩小激光的波长,但如果只使用激光强度高的区域进行加工,就有可能形成波长以下纳米数量级的微结构。 它还可用于修正用于形成半导体图案的光掩膜中的缺陷(悬垂和缺口)。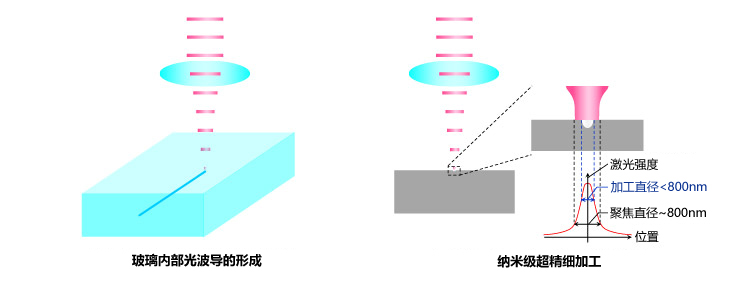
飞秒激光加工的特点
多年来,我们一直使用激光切割钻石,用于生产钻石唱片针。我们还使用激光加工蓝宝石、红宝石和陶瓷上的细孔。 近年来,随着客户对更精细孔径的需求不断增加,我们领先于竞争对手引进了最先进的飞秒激光器,以实现超精密加工。 这使得我们能够为蓝宝石和石英玻璃等透明材料提供纳米级的超精密微结构。 飞秒激光可以加工所有材料, 但最擅长的是石英玻璃、蓝宝石和陶瓷,因为它们可以利用我们多年来开发的独特切割、打磨和抛光技术。 微细加工的最佳范围是 0.5-25 微米,除了半导体和光学产品等工业应用外,我们在生物研究客户的加工方面也拥有丰富的经验,近年来生物研究客户的研究尤为活跃。 由于细胞的大小正好与微加工范围相匹配,飞秒激光已被应用于细胞膜、细胞捕获器和微流体设备的显微观察。
飞秒激光在微细加工技术中的地位
下表将飞秒激光与其他微细加工技术进行了比较。以生物技术领域经常使用的石英玻璃微孔钻孔为例进行说明。
微细加工技术 |
最小孔径 |
最大纵横比 |
表面粗糙度 |
工作影响层 |
|---|---|---|---|---|
钻头 |
150μm |
4~20 |
粗糙的 |
是的 |
超声波 |
150μm |
3~4 |
粗糙的 |
是的 |
喷砂 |
100μm |
1~1.5 |
粗糙的 |
是的 |
25μm |
20 |
粗糙的 |
是的 |
|
飞秒激光 |
0.5μm |
100 |
粗糙的 |
没有任何 |
干蚀刻 |
0.01μm |
5 |
非常顺利 |
没有任何 |
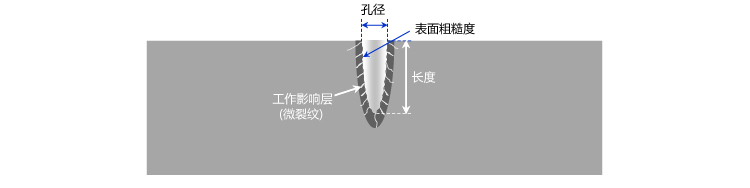
石英玻璃是一种易碎材料,尤其是当孔的直径小于 25 微米时,就变得非常困难。 在钻孔时,钻头本身也很难制作,最小直径限制在 150 微米。此外,由于钻头的磨损,不可能形成大量的孔。 使用超声波和喷砂时,由于工具制造和掩模阻力有限,很难实现精细的孔径,而且孔的表面会出现微裂纹和其他工作改变层。 使用紫外线激光可以实现 25 微米的孔径,但石英玻璃经常会因热震而破碎。 干法蚀刻可以形成非常细的孔,但由于光刻胶的阻力,无法形成深孔,而且最大孔长限制为孔直径的五倍。 此外,光掩膜需要在原型阶段制备,涉及频繁的设计变更,导致初始成本较高。
另一方面,通过将我们专有的飞秒激光加工设备与我们的核心技术 "切割、研磨和抛光 "相结合,我们实现了其他加工技术无法实现的超细孔加工。 最佳孔径范围为 0.5-25 µm,最大纵横比(=长度/孔径)为 100,可加工极深的孔, 表面粗糙度光滑,Ra-0.01 µm,且无加工转化层。虽然需要设定加工条件,但不再需要光掩模等初始成本。 一般来说,飞秒激光加工可以进行非常干净和精细的加工,但单次加工可去除的材料量较少,因此被认为价格昂贵,不适合大规模生产。 我们通过组合加工技术克服了这一问题。换句话说,我们通过加工大型形状,只在需要微细加工的部件上使用飞秒激光,建立了大规模生产技术。
例如,如果工件很厚,我们就建立了一种方法,即使用我们自己的金刚石钻头在工件的一半位置钻孔,
然后只在工件的顶端使用飞秒激光钻微米至纳米级的孔。
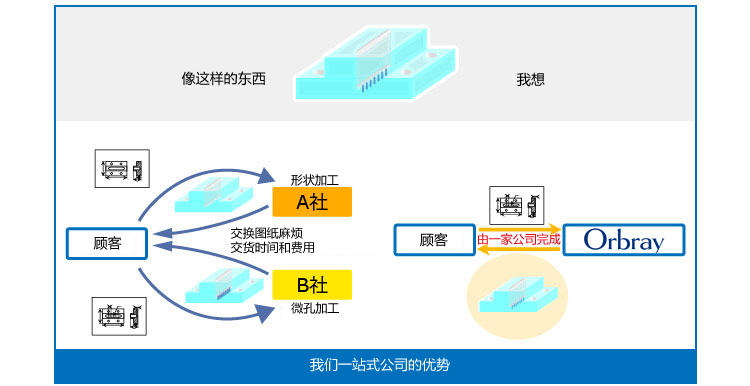
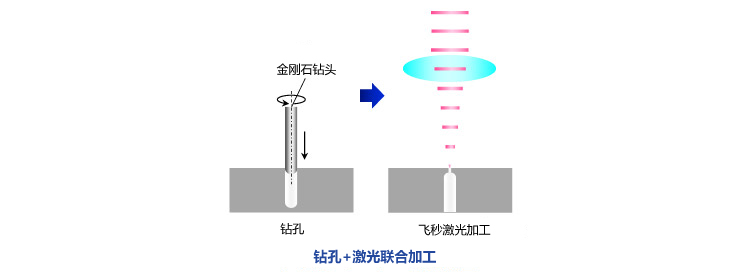 除了用激光钻微孔外,我们还可以对工件本身进行整形,因此无需委托多家制造商。
除了用激光钻微孔外,我们还可以对工件本身进行整形,因此无需委托多家制造商。
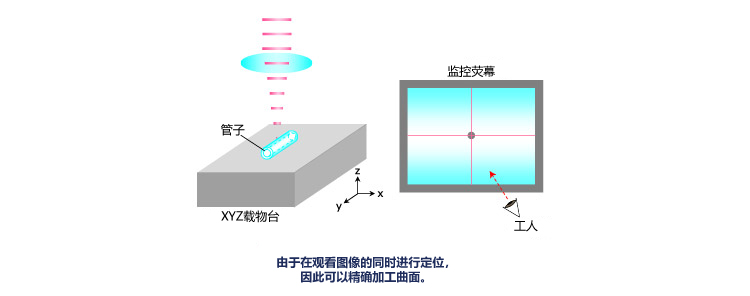
 激光的另一个优点是,在观察工件图像时,它可以用来精确定位非平面工件,如管子和凹槽。
激光的另一个优点是,在观察工件图像时,它可以用来精确定位非平面工件,如管子和凹槽。
 特别是,我们收到了客户对石英玻璃和蓝宝石等透明材料进行微加工的大量请求,我们在加工和批量生产方面拥有丰富的经验。
对于原型制作,我们首先会与客户一起讨论形状、布局等,并绘制出图纸。如果您在微细加工(从原型设计到批量生产)方面遇到任何问题,请随时与我们联系。
特别是,我们收到了客户对石英玻璃和蓝宝石等透明材料进行微加工的大量请求,我们在加工和批量生产方面拥有丰富的经验。
对于原型制作,我们首先会与客户一起讨论形状、布局等,并绘制出图纸。如果您在微细加工(从原型设计到批量生产)方面遇到任何问题,请随时与我们联系。
加工成果和应用
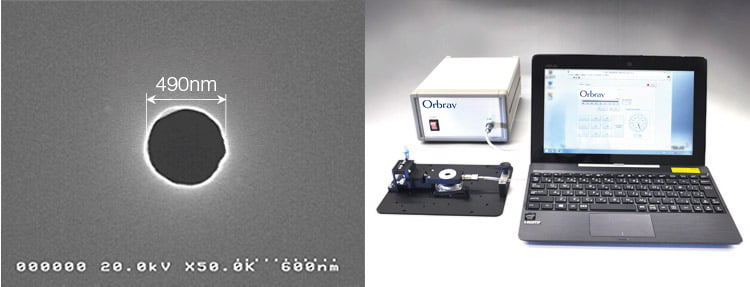
纳米级超细孔
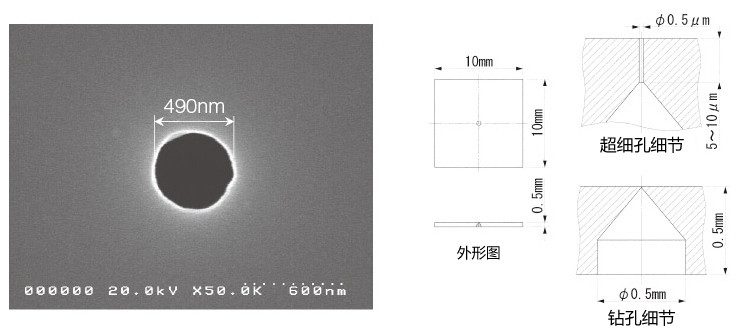
在石英玻璃中加工出 φ490 nm 的超细孔。使用飞秒激光结合φ0.5 mm钻孔和φ490 nm超细孔进行加工。 用于蛋白质分析。
微米阶微孔阵列
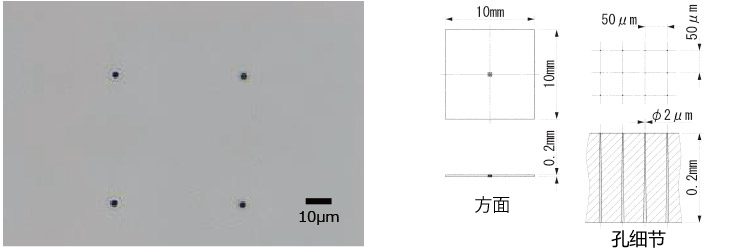
在石英玻璃板上加工的 φ2 µm 微孔。用于固定观察细胞膜。作为细胞膜观察装置进行商业化(见下文 应用产品)。
超级多孔微孔阵列
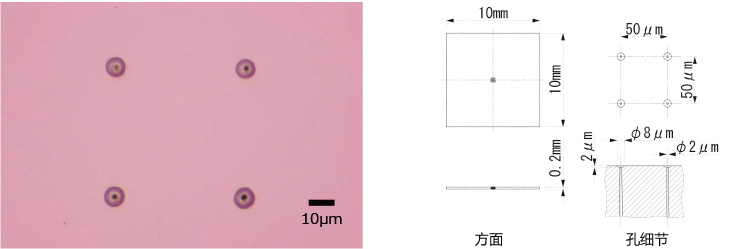
在石英玻璃板上加工直径为 8 µm 的半球形和直径为 2 µm 的通孔。 用于固定和观察脂质体。
超级多孔微孔阵列
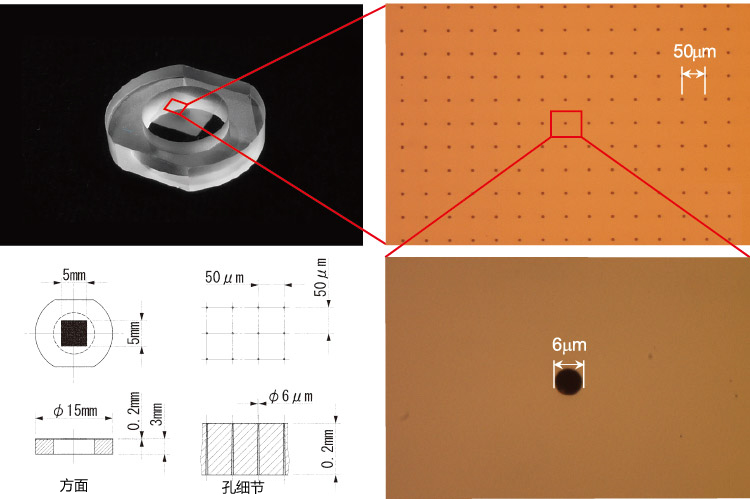
在石英玻璃上加工的微孔阵列,孔径为 ø6 µm,共有 10201 个孔。 板厚度为 3 mmt,以保证强度,仅中央微孔的厚度减薄至 0.2 mmt。用作过滤器。
玻璃管上的微孔阵列
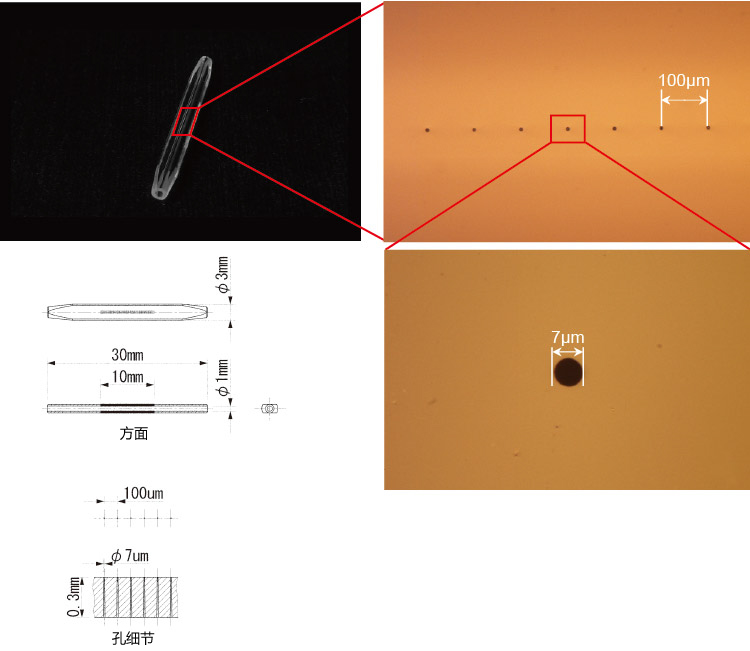
在石英玻璃管上加工出 φ7 µm 的微孔。即使在玻璃管等特殊形状的基体材料上也能精确加工。 用于流动液体。
在厚玻璃板上进行沟槽、钻孔和飞秒激光组合加工
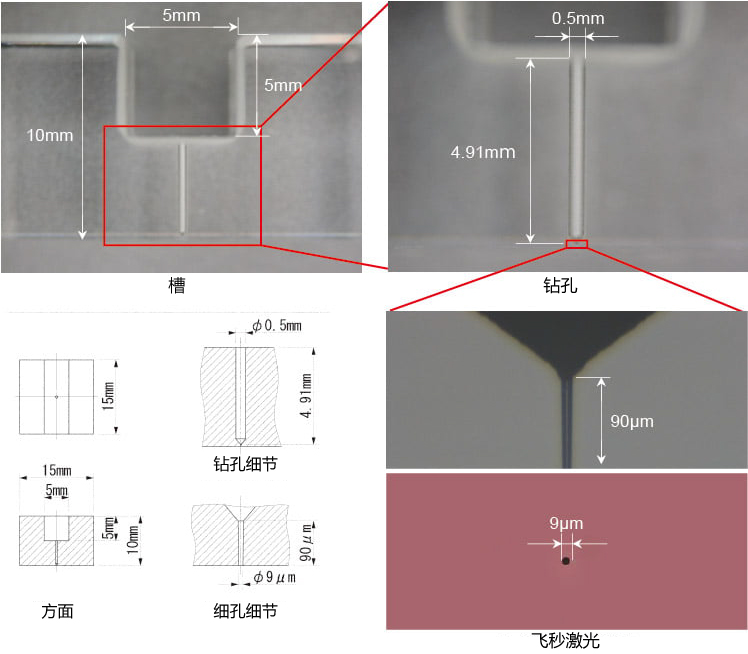
在 10 毫米厚的石英玻璃板上开槽、钻孔和飞秒激光微孔。如果材料较厚,可通过机械加工和激光加工相结合的方式钻出微孔。用于高压液体流动。
微米阶微孔阵列
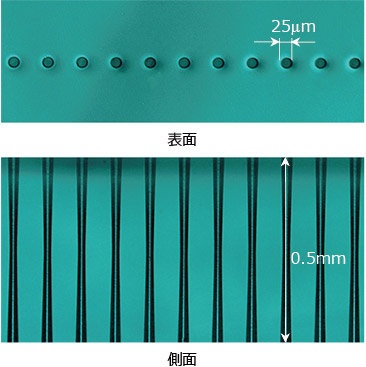
在石英玻璃板上加工出 ø 25 µm 的微孔。 用作微观流道。
锥形微孔
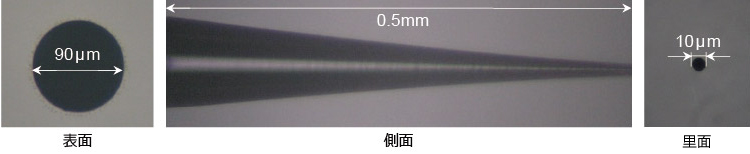
锥形孔表面φ90 µm,反面φ10 µm,长度 0.5 mm,在石英玻璃板上加工。锥角可在 0° 至 10° 之间调节。 用作微型喷嘴。
Y 形微孔
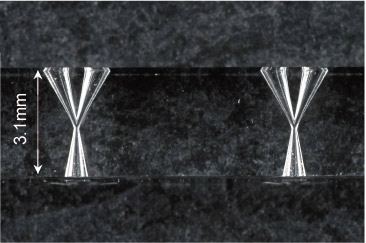
在石英玻璃上加工 Y 形微孔。难以加工的形状可用激光加工。用作细流道。
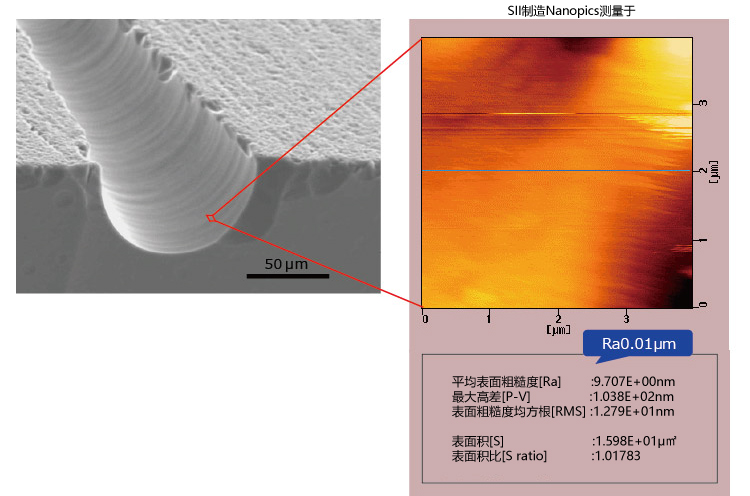
微孔的表面粗糙度
在石英玻璃上加工时,表面极为光滑,表面粗糙度为 Ra 0.01 µm。
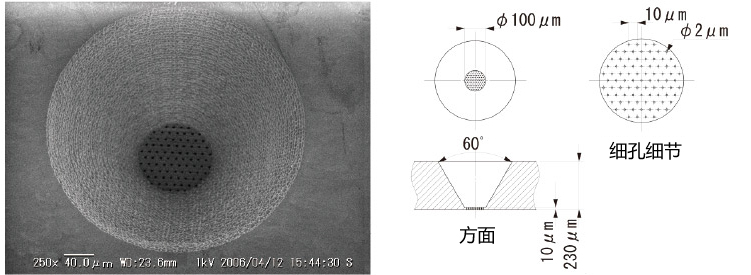
三维形状的蓝宝石微孔
在蓝宝石上加工出一个角度为 60° 的锥形孔后,再加工出一个 ø 2 µm 的细孔。 蓝宝石的疏水特性可用于固定脂质膜。
陶瓷纳米周期结构
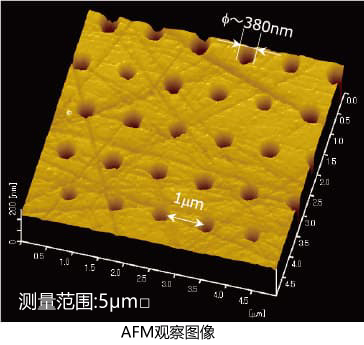
加工成陶瓷的细点 ø 380 nm,用于光学应用。
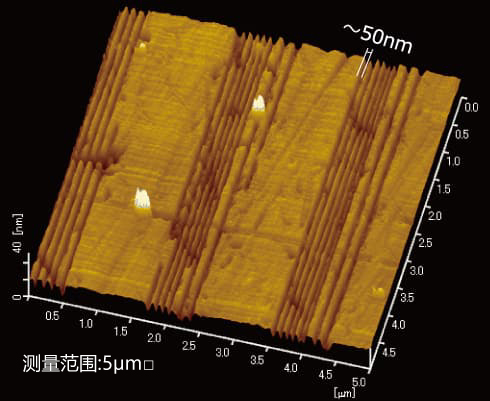
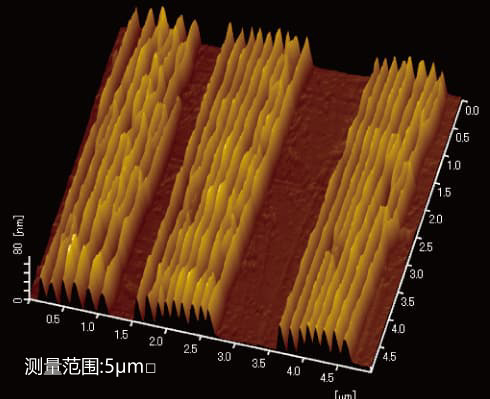
石英纳米周期结构模具
左图:在石英玻璃上加工的纳米周期结构。沟槽宽度 ~50 nm,深度 ~5 nm;右图:转移到树脂上的样品。 样品用作模具。
应用产品(源于研究人员的需求)
细胞膜观察装置
研究人员希望使用在石英玻璃上加工的直径为 2 µm 的微孔阵列(与山形大学理学院 Takashi Okuno 副教授合作开发),在显微镜下观察固定的细胞膜。 通过将平皿中的细胞膜样本吸附到微孔上,只需少量样本就能进行定量分析。
<参考文献>
第 53 届日本生物物理学会年会 2015.9.15 “操纵巨型质膜囊泡的新装置的开发”,
K.Sato, T.Nakaya, R.Sakane, C.Sakamoto, and T.Okuno
